By Linda Schmid
Plyco is a recognized name in construction. Their aluminum windows have been a go-to product for post-frame builders and contractors for decades. As times and materials change, however, the industry requests more choices and Plyco strives to please. They are on the brink of delivering their new window line to the post-frame world. But what does it take to get a new product line to this jumping off point?
It Begins With An Idea

With vinyl becoming more popular, management began realizing several years ago that their customers would be interested in a vinyl line. However, vinyl had traditionally been a lower quality window choice, and that was not what they had in mind, according to Tom Granitz, Vice President of Sales Marketing. They wanted a line they could be proud of. Of course, when contemplating new product development, one of the first things a company usually does is talk to their customers, and that is what they did.
“We spent a lot of time homing in on the exact product that was right for our customers, based on the details of what they think, want, and need,” Granitz said.
That contemplation period began approximately three years ago. It wasn’t until about a year and a half later that they made a commitment to developing this new line. Once that happened, the move forward was multi-faceted.
It’s a Go!…Now What?
The Plyco team had many pieces of the puzzle to fit together once they decided to embark on this journey. They started by looking at products the competition had in the marketplace, considering their pros and cons, and comparing them to the wish list they had compiled based on discussions with their customers.
Functions requested by customers included horizontal and vertical sliders as well as fixed windows. White, clay, and the increasingly popular black were color options they specified. As far as trim, many customers wasnted the popular Step-Saver option along with the traditional nail fin and no nail fin options.
With all of this information in mind, they began to investigate product components, such as high quality dyes, and frame composition. Quality in a frame is driven by the extruder and the chemistry, including the amount of recycled material and the titanium dioxide content which helps keep the color true due to its ability to act as a UV filtering ingredient. The chemical makeup they wanted would have good color retention, and wouldn’t warp or crack over time.
The CheckList
The development team had to find an extruder that provided the quality they were looking for and it was important to everyone involved that the supply chain did not extend to far shores, which, as the industry has seen in the last few years, can complicate processes. The company found what they were looking for with Rehau, North America. They are a German, multinational company with a manufacturing plant in Mexico.
Plyco’s engineering department, under Al Geisthart, created CAD drawings based on Rehau’s drawings, adjusting for the post frame industry and engineering for the sizes they planned to offer.
Since the extrusions would come in a lineal form, 188″ long, the team had to look at what equipment they would need. These included three main types of equipment: accurate saws, welding-melting for rebonding corners, and a computer-controlled cleaner that cleans up welding residue. Each of these items needed to be researched, decided upon, and purchased. Meanwhile the facility staff had to start preparing the space for these new processes.
Then there is the question of who can run these processes. Employees had to be sourced.
When the new machinery came in, the group had to calibrate, program, and learn how to use them.
Once all of these pieces came together, the next step was …
Testing…1, 2, 3
“When it comes to testing,” Granitz said, “what people are interested in is a third party, a disinterested tester who verifies that what you say about your product is true, so that is our usual procedure. with most of our product lines.”
Window testing standards are accredited by the AAMA (American Architectural Manufacturers Association). This creates a level playing field for companies, both big and small, to have their windows accredited. All windows face the same testing criteria. Third party testing groups come into the facility and test the windows to verify that they meet the criteria for the class of window in question. The quality control process is completed in the plant and is done according to defined criteria.
Each window type has a defined “gateway” set of minimum requirements for each performance class: R (residential), LC (Light Commercial), CW (Commercial Windows), or AW (Architectural Windows). They must achieve minimum performance grades for air leakage resistance, water penetration resistance, and uniform load.
One of the critical tests is the window’s U-value; how well does the window prevent the movement of cold or heat through the window. In general, this rating can vary from .20 to 1.20, the lower the U-Value the better. Overall performance and the window’s center are tested.
Structural performance of the frame is tested for bending, breaking, and bowing.
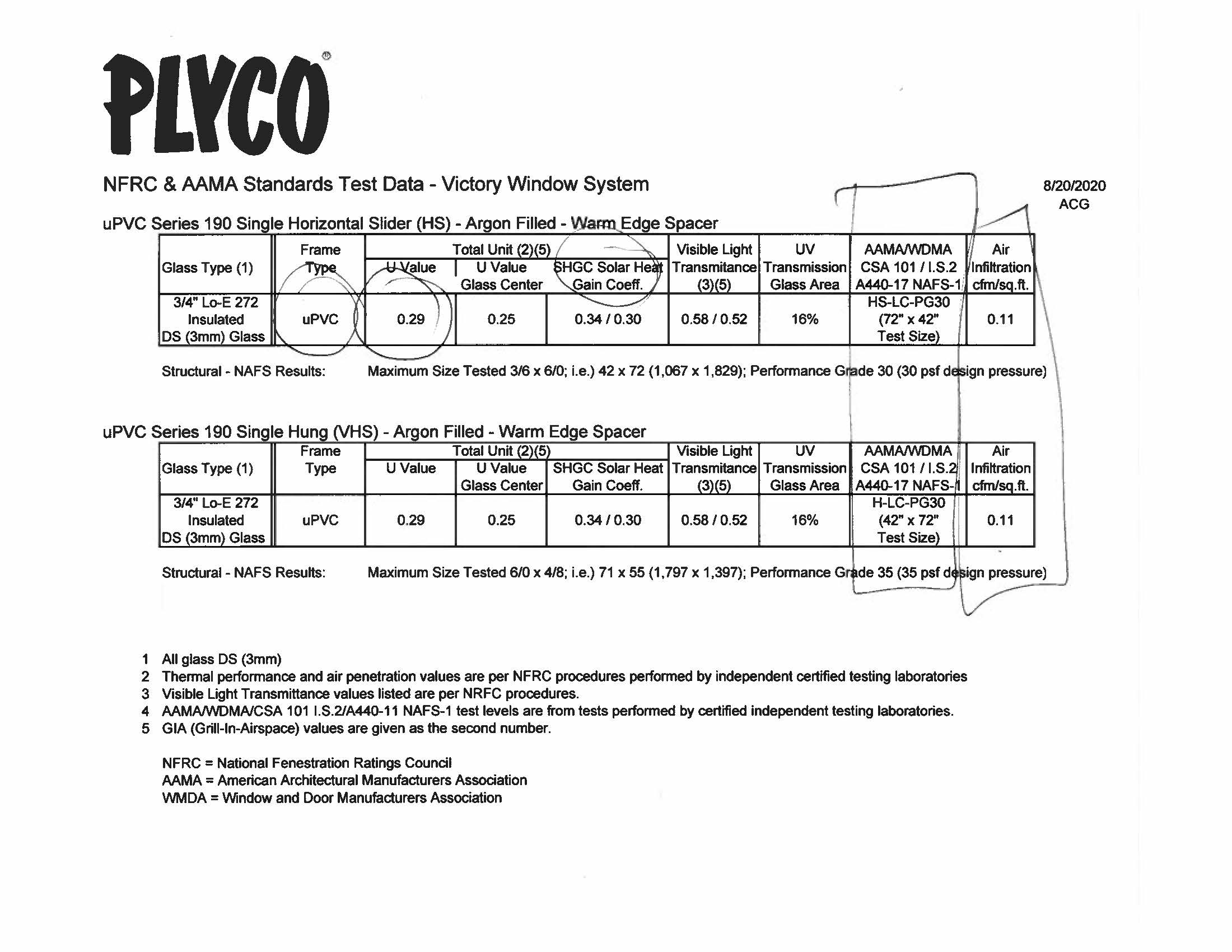
Once trim packages are applied, AAMA’s CS 101 testing is redone on the windows to determine air and water infiltration based on applied pressure in pounds per square foot.
Windows are mounted in a wall and air is sucked through while readings are taken to determine how much air passes through. The water test is a similar process; water is applied along with air pressure to determine how well the window will keep water out.
The structural test simulates wind gusts of over 110 miles per hour.
Of course, different products will have differing requirements and expenses attached, but, Geisthart warned, “testing is costly and extensive.”
Challenges
One of the most challenging aspects of this process was time spent waiting for equipment needed for stamping, welding, and punching.
Originally the management team expected a 6-9 month time period to develop, test, and get their new product line on the market. Eighteen months later, Granitz attributes supply chain issues as the biggest reason for the delay.
The pool of available employees is challenging for everyone at this point in time, but when you are trying to launch a whole new product line, you simply have to source more people.
Granitz says that the labor pool is pretty small to begin with, and what makes it extra challenging is that you are looking for someone who is not just going to show up and do the minimum necessary; you need someone who will be engaged. While the equipment automates a lot of the work, you still need someone who calibrates machinery, cuts material, does quality inspections, and does these things well. You want people who will not skip steps, people who take pride in a job well done.
Plyco’s expectations for new hires does help them to meet their goals. They assume that none of their new employees will have experience with window manufacturing; they take people who want to work and train them into the positions they need.
Timeline Advice
Part of a successful rollout is planning, and Grantiz feels that timelines are different since all of the supply chain issues and labor pool issues began. “If you think something will take 30 days, plan for 60,” he said. “If we had factored these things in, we’d be right on time.”
About to Take the Leap
The Victory Vinyl Window Line is just about ready to make its debut. It was shown at the NFBA Show, so some customers are aware and demand is starting to build. Granitz says that they are going to take the release easy, as in they will probably start with limited sizes and trim packages to begin with, and maybe just a few colors. Some sizes and colors are currently being pre-built, but they do not know how long this stock will last and they don’t want to cause an immediate backlog.
Geisthart says the release of Victory Vinyl is just phase one.
“Everything was done with an eye on future expansion,” Geisthart explained, “There will be future phases based on customer demand. Different colors, functions, extrusions — we will go wherever the customer wants,” he said. RB